

胶片 vs DR:谁才是射线检测缺陷的必杀技?
发布时间:
2020-07-10
胶片照相射线检测与DR射线检测这两种射线检测技术,亲,你选谁?在犹豫吗?实践来告诉你,谁是你的菜。压力容器焊接缺陷主要包括裂纹、未熔合、未焊透、夹渣和气孔等缺陷,其中裂纹、未熔合、未焊透缺陷危害性较大。浙江省特种设备检验研究院的黄文大等研究人员现场制作了一些相关缺陷的碳钢焊接试样,并分别采用射线胶片照相检测与平板探测器DR检测两种不同的射线检测方法对试样进行检测,然后进行缺陷检出率的比较。
胶片照相射线检测与DR射线检测这两种射线检测技术,亲,你选谁?在犹豫吗?实践来告诉你,谁是你的菜。
压力容器焊接缺陷主要包括裂纹、未熔合、未焊透、夹渣和气孔等缺陷,其中裂纹、未熔合、未焊透缺陷危害性较大。浙江省特种设备检验研究院的黄文大等研究人员现场制作了一些相关缺陷的碳钢焊接试样,并分别采用射线胶片照相检测与平板探测器DR检测两种不同的射线检测方法对试样进行检测,然后进行缺陷检出率的比较。
射线检测 图片来源:网络
焊接接头试样
-
1个管管环向对接焊接接头试样,Φ400mm×8mm,含裂纹缺陷,编号S1;
-
3个管管环向对接焊接接头试样,Φ325mm×8mm(垫板厚3mm),含裂纹缺陷,编号S2、S3、S4;
-
1个平板纵向对接焊接接头试样,200mm×150mm×4mm,含裂纹、未焊透和气孔缺陷,编号01;
-
1个平板纵向对接焊接接头试样,200mm×150mm×4mm,含未熔合缺陷,编号02;
-
2个平板纵向对接焊接接头试样,275mm×220mm×6mm,含未焊透缺陷,编号S5、S6。
试验方法
试验采用静态成像,分别采用胶片照相射线检测与平板探测器DR射线检测等两种不同的射线检测方法,对焊接试样进行双壁单影和单壁单影检测,然后进行缺陷检出能力比较。
检测参数:焦距1000mm,按照JB/T 4730.2-2005的要求,S1-S4双壁单影透照各7次,S1单壁单影透照10次、S2-S4单壁单影透照各7次,S5、S6、01、02单壁单影透照各1次。
胶片照相射线检测:
-
双壁单影射线机型号为:XXG3005ZL,焦点尺寸d=2.3mm;
-
单壁单影射线机型号: XXG2005,焦点尺寸d=2.5mm。
DR射线检测:
射线机型号:YXLON SMART 300,恒电位便携式X射线机(由于采用了高频开关技术,射线输出极其稳定);焦点尺寸d=3.0mm。
试验结果
试样S1-S4双壁单影透照总体比较:胶片照相共发现裂纹72处(其中5处不清晰),DR发现83处(其中5处不清晰)。
试样S1-S4单壁单影透照总体比较,胶片照相共发现裂纹99处(其中4处不清晰),DR发现108处(其中4处不清晰)。
试样01和02单壁单影射线胶片照相检测(AB级)与平板探测器DR检测两种不同的射线检测方法比较,对于裂纹,DR检测略好,对于未熔合、未焊透和气孔缺陷,显示基本一致。
试样S5和S6单壁单影射线胶片照相检测(AB级)与平板探测器DR检测两种不同的射线检测方法比较,未焊透和气孔缺陷的显示基本一致。
射线检测图像举例
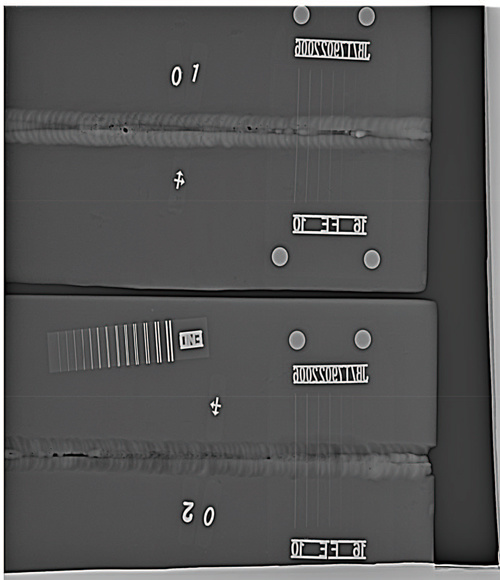
图1 01、02平板试样DR数字成像

图2 DR数字成像图像分辨力识别图
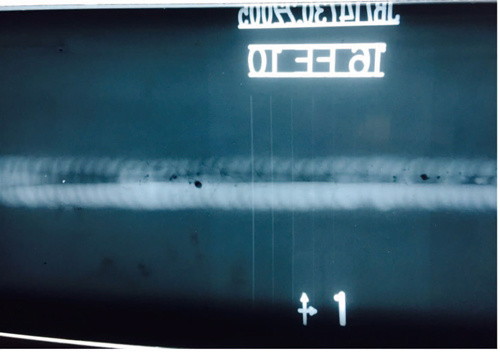
图3 01平板试样胶片成像
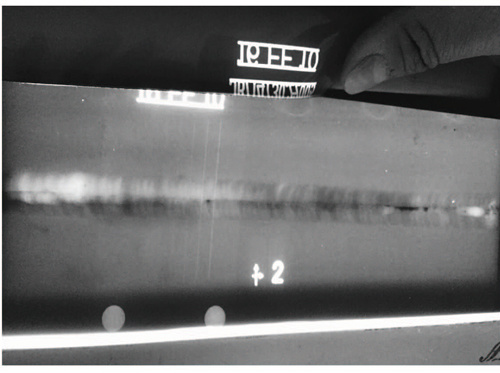
图4 02平板试样胶片成像

图5 S5平板试样DR数字成像
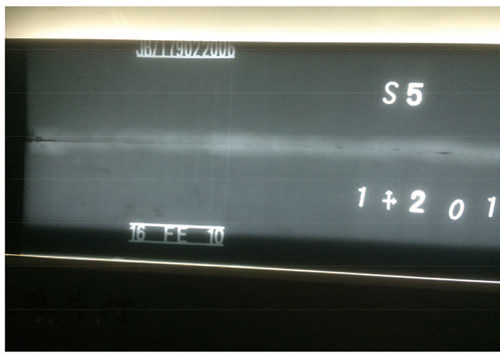
图6 S5平板试样胶片成像
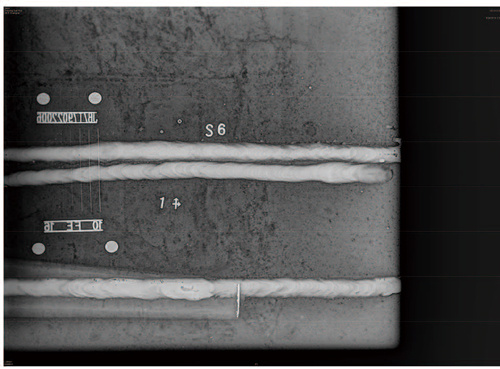
图7 S6平板试样DR数字成像

图8 S4管管对接试样2#部位DR数字成像
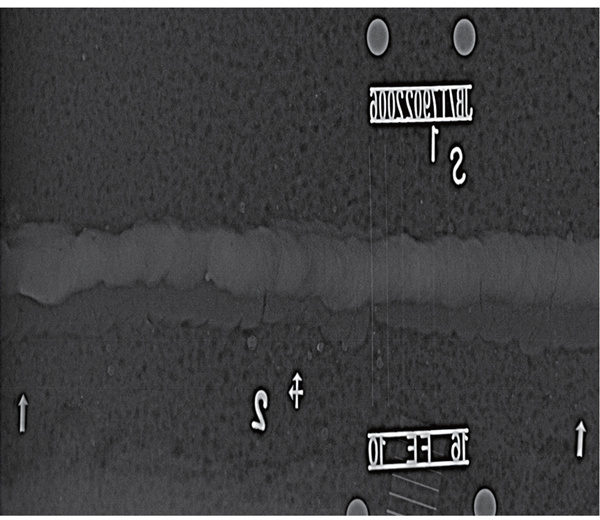
图9 S1管管对接试样2#部位DR数字成像

图10 S1管管对接试样6#部位DR数字成像
结论
结果表明,两者对上述试样中裂纹、未焊透、未熔合和气孔等缺陷均有检出能力。
在某些结构单一、批量制造及需要快速出具检测结果的射线检测场合,在满足质量验收标准的前提下,可以采用DR射线检测技术。
孰优孰劣很难说,关键看你的需要,谁是你的菜视实际检测对象来决定。
上一页
上一页:
相关新闻
2025-08-02
2025-08-02
2025-07-28
2025-07-28
2025-07-23
锐视特科技
致力于NDT立足于市场

产品咨询
18921167616(咨询电话)
联系人:栾帆
电话:0510-82854228
传真:0510-82390939
邮箱:422849652@qq.com
地址:无锡市梁溪区通泊路205-1号(华侨城运河湾A区商铺)






扫描查看手机端